ဤတွင်၊ တရုတ်အထပ်သားထုတ်လုပ်သူများသည် အထပ်သားဝယ်ယူသည့်အခါ ပိုမိုကျွမ်းကျင်မှု၊ ဘေးကင်းပြီး ချွေတာသောရွေးချယ်မှုအတွက် ရင်းမြစ်ထုတ်လုပ်သူကို ရှာဖွေရန် အရေးကြီးကြောင်း သတိပေးအပ်ပါသည်။
အထပ်သားဆိုတာဘာလဲ
သုံးထပ်သားကမ္ဘာတစ်ဝှမ်းရှိ ဆောက်လုပ်ရေးပရောဂျက်အမျိုးမျိုးတွင် အသုံးပြုသည့် စွယ်စုံရနှင့် အကျယ်ပြန့်ဆုံး အင်ဂျင်နီယာဆိုင်ရာ အသိအမှတ်ပြုထားသော သစ်သားအခြေခံ panel ထုတ်ကုန်များထဲမှ တစ်ခုဖြစ်သည်။ ၎င်းကို ပြားများတွင် ရောင်းချသော ပေါင်းစပ်ပစ္စည်းတစ်ခုအဖြစ် ဖန်တီးရန် သစ်စေးနှင့် သစ်သားပြားများကို ချည်နှောင်ခြင်းဖြင့် ဖန်တီးထားသည်။ ပုံမှန်အားဖြင့်၊ အထပ်သားသည် core veneers များထက် အဆင့်အတန်းမြင့်သော veneers များကို ရင်ဆိုင်ရသည်။ ပင်မအလွှာများ၏ အဓိကလုပ်ဆောင်ချက်မှာ ကွေးညွှတ်ဖိစီးမှုများ အမြင့်ဆုံးဖြစ်သည့် အပြင်အလွှာများကြား ပိုင်းခြားမှုကို တိုးမြင့်စေပြီး ကွေးညွှတ်မှုအား ခံနိုင်ရည်အား မြှင့်တင်ပေးသည်။ ၎င်းသည် အထပ်သားအား ကြံ့ခိုင်မှုနှင့် ပြောင်းလွယ်ပြင်လွယ်လိုအပ်သော အသုံးချပရိုဂရမ်များအတွက် အကောင်းဆုံးရွေးချယ်မှုဖြစ်စေသည်။

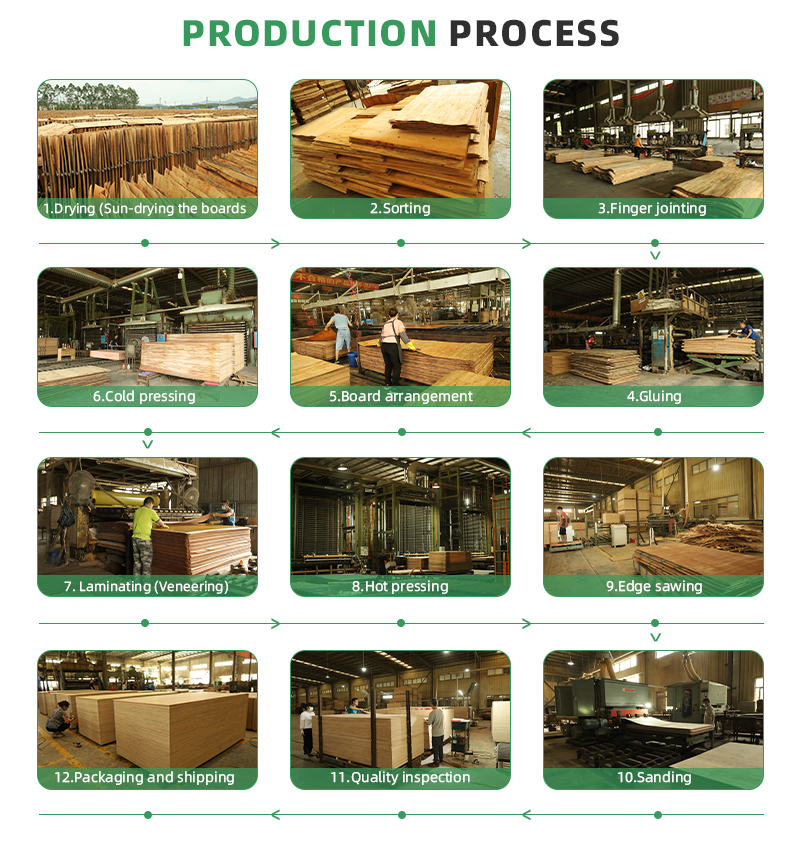
ထုတ်လုပ်မှု လုပ်ငန်းစဉ်များကို မိတ်ဆက်ခြင်း။
Multi-layer board, veneer board, or core board ဟုခေါ်သော အထပ်သားကို သစ်လုံးအပိုင်းများမှ veneers များကို ဖြတ်တောက်ပြီးနောက် ၎င်းတို့ကို ကော်ပြားသုံးလွှာ သို့မဟုတ် ထို့ထက်ပိုသော (မွမ်းမံအရေအတွက်) ဘုတ်အလွှာအဖြစ်သို့ ကပ်ထားခြင်းဖြင့် ပြုလုပ်သည်။ အထပ်သား ထုတ်လုပ်မှု လုပ်ငန်းစဉ်တွင် အောက်ပါတို့ ပါဝင်သည်။
သစ်လုံးခုတ်ခြင်း၊ အခွံခွာခြင်း၊ လှီးဖြတ်ခြင်း၊ အလိုအလျောက်အခြောက်ခံ; အပြည့်အဝ splicing; Gluing နှင့် billet စည်းဝေးပွဲ; အအေးနှိပ်ခြင်းနှင့်ပြုပြင်; အပူနှိပ်ခြင်းနှင့် ကုသခြင်း; လွှ၊ ခြစ်၊ သဲ၊ သုံးကြိမ်နှိပ်ခြင်း၊ ပြုပြင်ခြင်း သုံးကြိမ်၊ လွှသုံးကြိမ်၊ သဲသုံးကြိမ်၊ ဖြည့်စွက်; ကုန်ချောစစ်ဆေးခြင်း; ထုပ်ပိုးခြင်းနှင့်သိုလှောင်မှု; လမ်းပန်းဆက်သွယ်ရေး
သစ်ခုတ်ခြင်းနှင့် အခွံခွာခြင်း။
Peeling သည် အထပ်သားထုတ်လုပ်မှု လုပ်ငန်းစဉ်တွင် အရေးအကြီးဆုံး ချိတ်ဆက်မှုဖြစ်ပြီး အခွံခွာထားသော Veneer ၏ အရည်အသွေးသည် အချောထည်အထပ်သား၏ အရည်အသွေးကို တိုက်ရိုက် ထိခိုက်စေမည်ဖြစ်သည်။ ယူကလစ်နှင့် ထင်းရှူးအမျိုးမျိုးကဲ့သို့သော အချင်း 7 စင်တီမီတာကျော်ရှိသော သစ်လုံးများကို ခုတ်ထစ်ကာ အခွံခွာပြီး အထူ 3 မီလီမီတာအောက်ရှိသော veneers များအဖြစ် လှီးဖြတ်ထားသည်။ အခွံခွာထားသော Veneers များသည် ကောင်းမွန်သောအထူတူညီမှုရှိပြီး ကော်ထိုးဖောက်ဝင်နိုင်ခြေမရှိသည့်အပြင် လှပသော radial ပုံစံများရှိသည်။
အလိုအလျောက် အခြောက်ခံခြင်း။
အခြောက်ခံခြင်းလုပ်ငန်းစဉ်သည် အထပ်သားပုံသဏ္ဍာန်နှင့် သက်ဆိုင်ပါသည်။ အခွံခွာထားသော Veneers များသည် ၎င်းတို့၏ အစိုဓာတ်ပါဝင်မှုသည် အထပ်သား၏ ထုတ်လုပ်မှုလိုအပ်ချက်များ ပြည့်မီစေရန် အချိန်မီ အခြောက်ခံရန် လိုအပ်ပါသည်။ အလိုအလျောက်အခြောက်ခံခြင်းလုပ်ငန်းစဉ်ပြီးနောက်၊ veneers ၏အစိုဓာတ်ပါဝင်မှုကို 16% အောက်တွင်ထိန်းချုပ်ထားပြီး board warpage သည်သေးငယ်သည်၊ ပုံပျက်ရန်သို့မဟုတ် delaminate လုပ်ရန်မလွယ်ကူသည့်အပြင် veneers ၏လုပ်ဆောင်နိုင်စွမ်းသည်ကောင်းမွန်ပါသည်။ သမားရိုးကျ သဘာဝ အခြောက်ခံနည်းနှင့် နှိုင်းယှဉ်ပါက အလိုအလျောက် အခြောက်ခံသည့် လုပ်ငန်းစဉ်သည် ရာသီဥတုကြောင့် မထိခိုက်ပါ၊ အခြောက်ခံချိန်တိုတောင်းသည်၊ နေ့စဉ် အခြောက်ခံနိုင်မှု အားကောင်းသည်၊ အခြောက်ခံနိုင်မှု ပိုမြင့်မားသည်၊ အရှိန် ပိုမြန်သည်၊ အကျိုးသက်ရောက်မှုက ပိုကောင်းပါသည်။
-Drying-Sun-drying-the-boards.jpg)
အပြည့်အဝ Splicing၊ Gluing နှင့် Billet Assembly
အသုံးပြုသော ပေါင်းစည်းနည်းနှင့် ကော်ကပ်မှုသည် စားသုံးသူများအတွက် အစိုးရိမ်ရဆုံး ပြဿနာဖြစ်သည့် အထပ်သားဘုတ်၏ တည်ငြိမ်မှုနှင့် ပတ်ဝန်းကျင်သဟဇာတဖြစ်မှုကို ဆုံးဖြတ်သည်။ စက်မှုလုပ်ငန်းတွင် နောက်ဆုံးပေါ် splicing နည်းလမ်းမှာ အပြည့်အဝ splicing method နှင့် toothed splicing တည်ဆောက်ပုံဖြစ်သည်။ အခြောက်လှန်းပြီး အခွံခွာထားသော veneers များကို veneers ၏ ပျော့ပျောင်းမှုနှင့် ခိုင်ခံ့မှုသေချာစေရန်အတွက် ဘုတ်ကြီးတစ်ခုလုံးတွင် ပေါင်းထားသည်။ ကော်ကပ်ခြင်းလုပ်ငန်းစဉ်ပြီးနောက်၊ ဘိလပ်မြေကိုဖွဲ့စည်းရန်အတွက် သစ်သားစေ့လမ်းညွှန်ချက်နှင့်အညီ အခင်းအကျင်းများကို ကြက်ခြေခတ်ပုံစံဖြင့် စီထားသည်။

အအေးခံခြင်းနှင့် ပြုပြင်ခြင်း။
Pre-pressing ဟုလည်းသိကြသော အအေးနှိပ်ခြင်းကို ရွေ့လျားခြင်းနှင့် ကိုင်တွယ်ခြင်းလုပ်ငန်းစဉ်အတွင်း ကော်၏ အရည်ထွက်မှု တိုးမြင့်စေပြီး veneer displacement နှင့် core board stack ကဲ့သို့သော ချို့ယွင်းချက်များကို ကာကွယ်ရန်၊ veneer များကို အခြေခံအားဖြင့် တစ်ခုနှင့်တစ်ခု ကပ်စေရန်အတွက် အသုံးပြုသည်။ veneers ၏မျက်နှာပြင်ပေါ်တွင်ကော်ဖလင်ကောင်းတစ်ခုဖွဲ့စည်းခြင်း, ကော်ချို့တဲ့ခြင်းနှင့်ခြောက်သွေ့ကော်၏ဖြစ်စဉ်ကိုရှောင်ကြဉ်ပါ။ ဘေလ်ပြားကို အကြိုနှိပ်စက်သို့ ပို့ဆောင်ပြီး မိနစ် 50 အလျှင်အမြန် အအေးခံပြီးနောက် အူတိုင်ဘုတ်ကို ပြုလုပ်ထားသည်။
Board billet ပြုပြင်ခြင်းသည် မပူမီ နောက်ဆက်တွဲ လုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။ အလုပ်သမားများသည် ၎င်း၏မျက်နှာပြင် ချောမွေ့လှပစေရန်အတွက် အူတိုင်ဘုတ်အလွှာ၏ မျက်နှာပြင်အလွှာကို အလွှာအလိုက် ပြုပြင်ကြသည်။

အပူနှိပ်ခြင်းနှင့် ကုသခြင်း
အပူဖိစက်သည် အထပ်သားထုတ်လုပ်မှုလုပ်ငန်းစဉ်တွင် အရေးကြီးဆုံးကိရိယာတစ်ခုဖြစ်သည်။ အပူဖြင့်နှိပ်ခြင်းသည် ကြိတ်သားတွင် ပူဖောင်းဖြစ်ပေါ်ခြင်းနှင့် ဒေသဆိုင်ရာ ကွဲအက်ခြင်းပြဿနာများကို ထိရောက်စွာ ရှောင်ရှားနိုင်သည်။ အပူနှိပ်ပြီးနောက်၊ ထုတ်ကုန်ဖွဲ့စည်းပုံတည်ငြိမ်စေရန်၊ ခိုင်ခံ့မှုမြင့်မားပြီး warping ပုံပျက်ခြင်းကိုရှောင်ရှားရန် 15 မိနစ်ခန့်အအေးခံရန်လိုအပ်သည်။ ဤဖြစ်စဉ်ကို "ကုသခြင်း" ကာလဟုခေါ်သည်။

လွှ၊ ခြစ်၊ သဲလုပ်ခြင်း။
ကုသသည့်ကာလပြီးနောက်၊ အပြိုင်နှင့် သပ်ရပ်သော သတ်မှတ်ချက်များနှင့် အရွယ်အစားများကို ဖြတ်တောက်ရန် လွှစက်သို့ ဖြတ်သွားမည်ဖြစ်သည်။ ထို့နောက် ဘုတ်မျက်နှာပြင် တစ်ခုလုံး ချောမွေ့မှု၊ ကြည်လင်သော မျက်နှာပြင်နှင့် ကောင်းမွန်တောက်ပမှု ရှိစေရန်အတွက် ဘုတ်မျက်နှာပြင်ကို အခြောက်လှန်းပြီး သဲဖြင့် ပွတ်တိုက်ပါ။ ယခုအချိန်အထိ အထပ်သားထုတ်လုပ်မှု လုပ်ငန်းစဉ် ၁၄ ခု၏ ပထမအကြိမ် ပြီးမြောက်ခဲ့ပါသည်။
သုံးကြိမ်၊ ပြုပြင်မှုသုံးကြိမ်၊ လွှသုံးကြိမ်၊ သဲသုံးကြိမ်
အရည်အသွေးမြင့် အထပ်သားတစ်ခုသည် ကောင်းမွန်သော ပွတ်တိုက်မှုလုပ်ငန်းစဉ်များစွာကို ဖြတ်သန်းရန်လိုအပ်ပါသည်။ ပထမအကြိမ် သဲပြုလုပ်ပြီးနောက်၊ အထပ်သားသည် ဒုတိယအလွှာ၊ အအေးခံခြင်း၊ ပြုပြင်ခြင်း၊ အပူဖိခြင်း၊ လွှ၊ ခြစ်ခြင်း၊ အခြောက်ခံခြင်း၊ သဲပြုလုပ်ခြင်းနှင့် အစက်အပြောက် ခြစ်ခြင်းတို့ကို ဒုတိယအကျော့တွင် စုစုပေါင်း လုပ်ငန်းစဉ် ၉ ခု ဆောင်ရွက်သွားမည်ဖြစ်ပါသည်။
နောက်ဆုံးတွင်၊ ခဲပြားကို လက်ရာမြောက်ပြီး လှပသောနည်းပညာသစ်သားမျက်နှာပြင်၊ မဟော်ဂနီမျက်နှာပြင်ဖြင့် ကပ်ထားပြီး၊ အထပ်သားတစ်ခုစီသည် တတိယအအေးခံခြင်း၊ ပြုပြင်ခြင်း၊ အပူဖိခြင်း၊ ခြစ်ခြင်း၊ သဲပြုလုပ်ခြင်း၊ လွှနှင့် အခြားလုပ်ငန်းစဉ် ၉ ခုကို လုပ်ဆောင်သည်။ စုစုပေါင်း "နှိပ်မှုသုံးကြိမ်၊ ပြုပြင်မှုသုံးကြိမ်၊ လွှသုံးစင်း၊ သဲသုံးစင်း" ထုတ်လုပ်မှု လုပ်ငန်းစဉ် ၃၂ ခု၊ ပြားချပ်ချပ်၊ ဖွဲ့စည်းတည်ဆောက်ပုံအရ တည်ငြိမ်သော ဘုတ်မျက်နှာပြင်၊ ပုံပျက်ပုံ အနည်းငယ်သာရှိပြီး လှပပြီး တာရှည်ခံအောင် ထုတ်လုပ်ထားသည်။

ဖြည့်သွင်းခြင်း၊ ကုန်ချောအမျိုးအစားခွဲခြင်း။
အထပ်သားကို စစ်ဆေးပြီး အပြီးသတ်စစ်ဆေးပြီးနောက် ဖြည့်သွင်းပြီး အမျိုးအစားခွဲသည်။ အထူ၊ အလျား၊ အနံ၊ အစိုဓာတ်ပါဝင်မှု၊ မျက်နှာပြင်အရည်အသွေးနှင့် အခြားစံချိန်စံညွှန်းများကို သိပ္ပံနည်းကျစမ်းသပ်ခြင်းဖြင့်၊ ထုတ်လုပ်ထားသော အထပ်သားတစ်ခုစီသည် အရည်အသွေးပြည့်မီပြီး တည်ငြိမ်သောအရည်အသွေး၊ အကောင်းဆုံးရုပ်ပိုင်းဆိုင်ရာနှင့် ပြုပြင်ဆောင်ရွက်မှုဆိုင်ရာ စွမ်းဆောင်ရည်များဖြင့် သေချာစေရန်။

ထုပ်ပိုးမှုနှင့် သိုလှောင်မှု
ကုန်ပစ္စည်းအချောထည်ကို ရွေးချယ်ပြီးနောက် အလုပ်သမားများသည် နေနှင့်မိုးမရွာစေရန် ကြိတ်သားကို သိုလှောင်သိမ်းဆည်းထားကြသည်။

တွန်လီသစ်
အထပ်သားကို ဘာအတွက်သုံးတာလဲ။
အထပ်သားသည် လုပ်ငန်းအမျိုးမျိုးတွင် အသုံးပြုလေ့ရှိသော ဘုတ်အမျိုးအစားဖြစ်သည်။ ဟူ၍ အမျိုးအစားခွဲထားသည်။သာမန်အထပ်သားနှင့်အထူးအထပ်သား.
၏အဓိကအသုံးပြုမှုများအထူးအထပ်သားအောက်ပါအတိုင်းဖြစ်သည်-
1. Grade one သည် အဆင့်မြင့်ဗိသုကာအလှဆင်မှုများ၊ အလယ်အလတ်မှအဆင့်မြင့်သော ပရိဘောဂများနှင့် လျှပ်စစ်ပစ္စည်းအမျိုးမျိုးအတွက် ဘူးခွံများအတွက် သင့်လျော်သည်။
2. Grade 2 သည် ပရိဘောဂ၊ အထွေထွေ ဆောက်လုပ်ရေး၊ ယာဉ်နှင့် သင်္ဘောအလှဆင်ခြင်းများအတွက် သင့်လျော်သည်။
3. Grade 3 သည် အနိမ့်ဆုံး အဆောက်အဦ ပြုပြင်မွမ်းမံမှုများနှင့် ထုပ်ပိုးပစ္စည်းများအတွက် သင့်လျော်သည်။ အထူးတန်းသည် အဆင့်မြင့်ဗိသုကာအလှဆင်မှုများ၊ အဆင့်မြင့်ပရိဘောဂများနှင့် အထူးလိုအပ်ချက်များရှိသော အခြားထုတ်ကုန်များအတွက် သင့်လျော်သည်။
သာမန်အထပ်သားပြုပြင်ပြီးနောက် အထပ်သားပေါ်ရှိ မြင်နိုင်သော ပစ္စည်းချို့ယွင်းချက်များနှင့် ပြုပြင်ခြင်းဆိုင်ရာ ချို့ယွင်းချက်များကို အခြေခံ၍ Class I၊ Class II နှင့် Class III ဟူ၍ ခွဲခြားထားသည်။
1.Class I ကြိတ်သား- ရာသီဥတုဒဏ်ခံနိုင်သော အထပ်သား၊ တာရှည်ခံပြီး ပွက်ပွက်ဆူနေသော သို့မဟုတ် ရေနွေးငွေ့ကုသမှုကို ခံနိုင်ရည်ရှိသော၊ ပြင်ပအသုံးပြုမှုအတွက် သင့်လျော်သည်။
2.Class II အထပ်သား- ရေအေးတွင်စိမ်နိုင်သော သို့မဟုတ် ရေတိုရေပူစိမ်ထားနိုင်သော ရေခံနိုင်ရည်ရှိသော အထပ်သား၊ သို့သော် ဆူရန်မသင့်တော်ပါ။
3.Class III အထပ်သား- အစိုဓာတ်ခံအထပ်သား၊ ရေတိုရေအေးစိမ်ခြင်းကို ခံနိုင်ရည်ရှိပြီး အိမ်တွင်းအသုံးပြုရန် သင့်လျော်သည်။

တင်ချိန်- ဇူလိုင်-၀၈-၂၀၂၄






